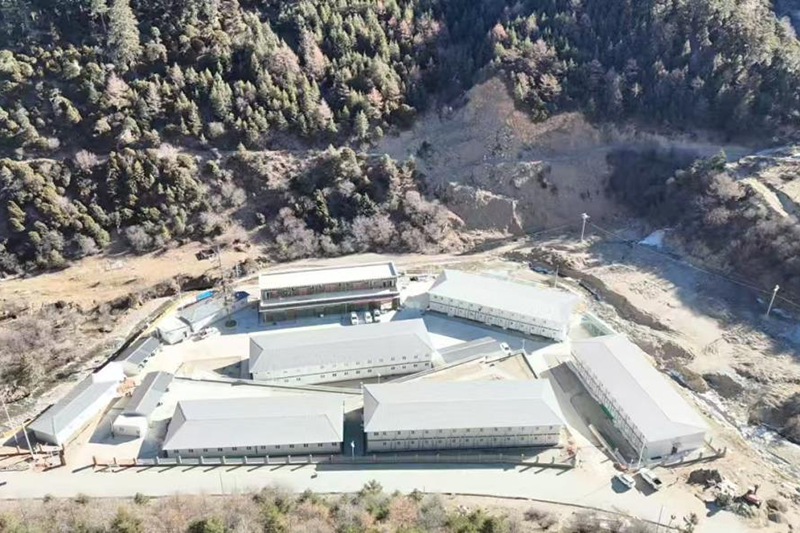
The global construction and industrial landscape is undergoing a radical shift toward modularization. High-end site accommodation is no longer just about "providing a roof"; it is about creating sustainable, comfortable, and tech-integrated environments for workforces in remote or rapidly developing locations. From the massive oil and gas fields in the Middle East to the intensive mining projects in Western Australia and Northern Canada, the demand for Wholesale High-End Site Accommodation has skyrocketed.
Industries today recognize that worker retention and productivity are directly linked to living standards. Consequently, the "standard container" has evolved into high-end modular units featuring superior insulation, smart climate control, soundproofing, and aesthetic finishes that rival permanent hotels. This global commercial trend emphasizes the "Zero-Waste" philosophy, utilizing recyclable steel structures and low-emission manufacturing processes.
Transitioning toward carbon-neutral materials and solar-ready container designs for green construction sites.
Foldable and expandable technologies that reduce installation time from weeks to hours.
IoT-enabled site offices with automated energy management and remote security monitoring.
Modern procurement strategies now prioritize total cost of ownership (TCO) over initial price. While traditional prefab houses were seen as disposable, high-end modular accommodation units are treated as long-term assets. These units are designed for multiple relocations, retaining their structural integrity and aesthetic appeal for over 20 years. The rise of the "Green Building" mandate worldwide has further pushed manufacturers to adopt advanced thermal break technologies and fire-resistant rock wool insulation, meeting the stringent building codes of Europe, the USA, and Oceania.
Foshan Zhonghui Green Building Integrated Housing Co., Ltd. is located in the Hong Kong and Macao Bay Area - Guangzhou. We are a production, design, research and development, sales, operation, and service integrated enterprise, focusing on providing customers with one-stop box rental and procurement solutions.
Built by a core founding team with over 15 years of dedication, we currently hold 46 invention and utility model patents. Our honors include the Container Creativity Floater Award and recognition as one of the top ten influential brands in the industry. As a leading brand in China's residential and commercial container sector, we are proud to be the industry's "business card enterprise."

With state-of-the-art factories and advanced equipment, we ensure efficient production, strict quality control, and quick delivery of bulk orders to meet global demand. Our production bases span across major cities like Shanghai, Guangzhou, Shenzhen, and more.
We provide one-stop services, offering end-to-end support from design to after-sales, with a professional team ensuring prompt responses and lasting client partnerships. No deposit, no freight sharing operation modes are part of our commitment to credibility.
Continuous development of innovative container technologies, advancing eco-friendliness and functionality to deliver high-quality, modern, and versatile solutions. 46 patents testify to our R&D strength.
We tailor designs to client needs, offering flexible sizes and functional configurations—from luxury fold-out geothermal homes to 2-storey office complexes—meeting diverse global application requirements.
Our High-End Site Accommodation solutions are engineered for versatility across various climates and regulatory environments:
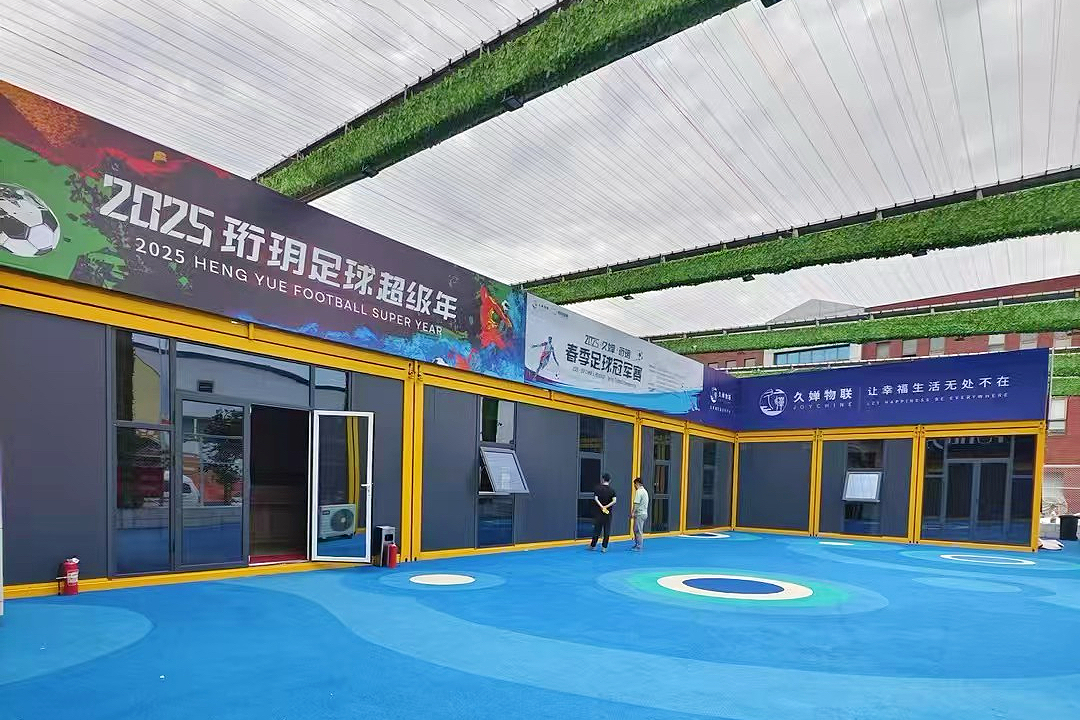

When searching for a Wholesale High-End Site Accommodation Manufacturer, global procurement officers focus on three pillars: Compliance, Customization, and Logistics. As a China-based factory, Zhonghui leverages the world’s most complete industrial supply chain to offer competitive pricing without compromising quality. Our pricelist is structured to reward volume, while our design team ensures that every unit meets the "High-End" criteria—using premium paint, high-density insulation, and reinforced steel frames.
By ordering directly from the factory, clients save 30-50% compared to local resellers in their home countries. We handle the complex engineering and documentation, ensuring that every modular unit is shipped with the necessary certifications for local site installation.
Quality is our lifeline. We hold multiple international quality management certificates and 46 patents that ensure our products stand the test of time and harsh environments.


We collaborate with global leaders in construction and development to provide reliable housing and office solutions across five continents.













